广州三鑫金属科技有限公司
GUANGZHOU SANXIN METAL TECHNOLOGY CO., LTD.
联系我们
Copyright © 2019 广州三鑫金属科技有限公司 All Rights Reserved.
涂层辅助类设备 COATING AUXILIARY
【涂层制备】可磨耗涂层
为了在高速旋转机械(压气机、燃气轮机等)的叶片与壳体之间形成理想的密封状态,以获得最大的流体动力压差,可采用可磨耗涂层技术来提高整机效率,降低能耗,延长整
基本信息
详细参数
所属分类:
产品中心
浏览量
数量:
-
+
为了在高速旋转机械(压气机、燃气轮机等)的叶片与壳体之间形成理想的密封状态,以获得最大的流体动力压差,可采用可磨耗涂层技术来提高整机效率,降低能耗,延长整机使用寿命。在航空发动机制造中,采用可磨耗涂层能成功减小转子与机匣的间隙。针对压气机涡轮与外环之间的间隙控制,其理想结果是:摩擦不会引起涡轮或其它压气机部件的损伤,如轴承或齿轮;摩擦后,可磨耗涂层的表面要极其光滑,并且无涂层材料转移至涡轮,如果残留表面不光滑,将会对气流导向产生负面影响,从而影响机器效率,如果可磨耗材料转移到涡轮上,可能引起不平衡,同样会影响压气机的性能。直至目前,针对喷气发动机气路密封问题,已经发展了一系列的可磨耗涂层材料,采用可磨耗涂层不仅可用于表面空气密封部位来减小间隙,而且可用于迷宫式密封来疏导冷却空气,减少发动机压缩空气损失,并保持转子轴的压力平衡。
除了在早期曾经采用火焰喷涂纯铝涂层来用作可磨耗涂层外,目前所用的可磨耗涂层多数是由两种材料组成的,分别是金属本体和非金属填料,填料的作用是减弱金属本体的整体性,增强涂层的可磨耗性能。可磨耗涂层所用喷涂粉末为两种材料组成的混合粉或团聚粉。
采用等离子喷涂或粉末火焰喷涂技术,在压气机壳体上喷涂质软的可磨耗涂层,在压气机叶片端部喷涂硬质耐磨钴包碳化钨涂层,可在两者之间形成理想的控制密封间隙,是20世纪70年代航空航天部门迅速发展起来的先进制造技术,是现代热喷涂技术的重要应用之一。
1.可磨耗涂层的选择
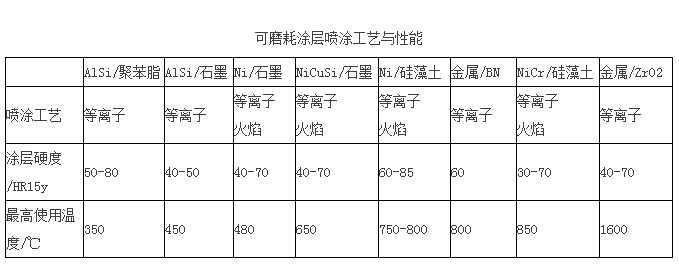
在实际应用中,选择可磨耗涂层的依据主要有两点,一是环境工作温度;二是涂层硬度要求。常用可磨耗涂层的硬度、最高使用温度及其所用喷涂工艺如表所示。
2.可磨耗涂层的制备
制备可磨耗涂层的方法主要包括火焰喷涂和等离子喷涂两种,在实际应用中选择何种方法应以粉末供应商推荐的方法或通过试验确定。采用Praxair公司FP-73火焰粉末喷枪喷涂镍包石墨可磨耗涂层参数设置如表所示。

可磨耗涂层的性质不仅与粉末成分密切相关,而且随喷涂参数变化较大,喷涂工艺一经确定,就应严格控制,这对保证涂层质量是非常重要的。对可磨耗涂层来讲,硬度是影响涂层性能的重要参数之一,必须严格控制。
用于硬度检测的可磨耗涂层的试样需要特别制备。首先,要求涂层厚度必须满足一定要求,若涂层小于2毫米时,会导致硬度测量值不准确;其次,测量表面必须平整,最好用60#碳化硅干砂纸轻轻研磨,太重的研磨压力会导致硬度测量不准确,测量表面粗糙度要控制在Ra6-9;第三,硬度测量要采用标准的表面硬度计,选择12.7毫米钢球和15公斤载荷,硬度读数为HR15Y。
在针对一种全齿轮传动的压气机涡轮与外环的可磨耗涂层研究中发现,所采用的五种可磨耗涂层均没有出现由于摩擦而使机器负荷过高的现象。但是,采用火焰喷涂的Ni包石墨(85-15)可磨耗涂层会使涡轮叶轮边缘受到损坏,局部区域出现变色现象,涡轮损害严重;采用等离子喷涂的AlSi/40wt%聚脂、AlSi/50wt%聚脂和AlSi-BN/聚脂可磨耗涂层,发生涂层材料转移现象,涂层材料被转移至涡轮叶轮边缘,并形成结疤;而采用等离子喷涂的AlSi-BN可磨耗涂层,当涂层硬度超过60HR15Y时,也会发生可磨耗涂层材料向涡轮叶轮边缘转移的现象,而当硬度低于60HR15Y时,转移现象不会发生,而且摩擦后的外环涂层表面光滑无暇疵,有利于压缩气流的流动导向,也不会影响整机的动平衡,完全能够满足压气机涡轮叶轮与外环之间的间隙控制要求。
在制备可磨耗涂层时要特别注意,在每一次喷涂零件之前,均应进行试喷,并对试片进行硬度检验,若涂层硬度满足要求,则说明涂层的可磨耗性能也能够满足,然后,才能够对零件进行喷涂。若涂层硬度不满足需要,须对喷涂工艺进行适当调整。对火焰喷涂来讲,调整硬度方法之一是在保持气体流速、喷涂距离和移枪速度不变的条件下改变粉末流速,降低粉末流速会增加涂层硬度,反之,会降低涂层硬度,逐次改变粉末流速并检验涂层硬度,直至硬度合格;方法之二是在保持粉末流速、喷涂距离和移枪速度不变时调整氧气和燃烧气体流速,同时降低氧气和燃烧气体的流速会导致涂层硬度降低,反之,会增加涂层硬度,逐次改变并检验涂层硬度,直至硬度合格。
在制备可磨耗涂层时还要注意严格控制基体温度,这对获得正确的涂层硬度非常重要,正式喷涂前应将基体预热至90-120℃,而在喷涂过程中则要控制基体温度不超过180℃,基体过热会导致涂层硬度增加。
此外,在喷涂可磨耗涂层时,最好将喷涂速率控制在每遍0.1毫米左右。
3.可磨耗涂层的加工
对于可磨耗涂层来讲,它是由金属或耐热合金包覆芯核材料形成的复合材料,由于芯核材料属松软、轻质、易碎、易刮削的非金属颗粒,如石墨、硅藻土、膨润土、六方氮化硼、ZrO2等,磨削产生的压力和热量会改变涂层的性质,因此,可磨耗涂层的加工不采用磨削方法,而推荐采用车削方法。在车削加工时,要严格控制加工参数,它与控制喷涂参数一样重要。
在车削可磨耗涂层时,一般采用较小的进刀量、较慢的旋转速度和较慢的走刀速度。例如,采用Metco 6P火焰喷枪喷涂的Metco 310NS铝包石墨可磨耗涂层,推荐采用尖的碳化钨车刀进行干式车削加工,车床线速度控制在2m/s,走刀量控制在0.06mm/pr,进刀量控制在0.25mm/次。车削时要保证不会刮出涂层中的颗粒,并且,在使用前必须对车削加工表面进行彻底清理。
材料-设备-工艺-解决方案
我们在涂层应用方向积累了大量的经验,目前我们在再现着这些成功案例。我们将引领您完成涂层制造转换过程,确保:快速生产启动;从材料、设备、工艺一应俱全的、可靠的供应解决方案;在您的现场或我们的技术中心进行涂层试验;始终如一的涂层质量和效率。现在开始与我们合作,明日收获成功!
为了在高速旋转机械(压气机、燃气轮机等)的叶片与壳体之间形成理想的密封状态,以获得最大的流体动力压差,可采用可磨耗涂层技术来提高整机效率,降低能耗,延长整机使用寿命。在航空发动机制造中,采用可磨耗涂层能成功减小转子与机匣的间隙。针对压气机涡轮与外环之间的间隙控制,其理想结果是:摩擦不会引起涡轮或其它压气机部件的损伤,如轴承或齿轮;摩擦后,可磨耗涂层的表面要极其光滑,并且无涂层材料转移至涡轮,如果残留表面不光滑,将会对气流导向产生负面影响,从而影响机器效率,如果可磨耗材料转移到涡轮上,可能引起不平衡,同样会影响压气机的性能。直至目前,针对喷气发动机气路密封问题,已经发展了一系列的可磨耗涂层材料,采用可磨耗涂层不仅可用于表面空气密封部位来减小间隙,而且可用于迷宫式密封来疏导冷却空气,减少发动机压缩空气损失,并保持转子轴的压力平衡。
除了在早期曾经采用火焰喷涂纯铝涂层来用作可磨耗涂层外,目前所用的可磨耗涂层多数是由两种材料组成的,分别是金属本体和非金属填料,填料的作用是减弱金属本体的整体性,增强涂层的可磨耗性能。可磨耗涂层所用喷涂粉末为两种材料组成的混合粉或团聚粉。
采用等离子喷涂或粉末火焰喷涂技术,在压气机壳体上喷涂质软的可磨耗涂层,在压气机叶片端部喷涂硬质耐磨钴包碳化钨涂层,可在两者之间形成理想的控制密封间隙,是20世纪70年代航空航天部门迅速发展起来的先进制造技术,是现代热喷涂技术的重要应用之一。
1.可磨耗涂层的选择
在实际应用中,选择可磨耗涂层的依据主要有两点,一是环境工作温度;二是涂层硬度要求。常用可磨耗涂层的硬度、最高使用温度及其所用喷涂工艺如表所示。
2.可磨耗涂层的制备
制备可磨耗涂层的方法主要包括火焰喷涂和等离子喷涂两种,在实际应用中选择何种方法应以粉末供应商推荐的方法或通过试验确定。采用Praxair公司FP-73火焰粉末喷枪喷涂镍包石墨可磨耗涂层参数设置如表所示。
可磨耗涂层的性质不仅与粉末成分密切相关,而且随喷涂参数变化较大,喷涂工艺一经确定,就应严格控制,这对保证涂层质量是非常重要的。对可磨耗涂层来讲,硬度是影响涂层性能的重要参数之一,必须严格控制。
用于硬度检测的可磨耗涂层的试样需要特别制备。首先,要求涂层厚度必须满足一定要求,若涂层小于2毫米时,会导致硬度测量值不准确;其次,测量表面必须平整,最好用60#碳化硅干砂纸轻轻研磨,太重的研磨压力会导致硬度测量不准确,测量表面粗糙度要控制在Ra6-9;第三,硬度测量要采用标准的表面硬度计,选择12.7毫米钢球和15公斤载荷,硬度读数为HR15Y。
在针对一种全齿轮传动的压气机涡轮与外环的可磨耗涂层研究中发现,所采用的五种可磨耗涂层均没有出现由于摩擦而使机器负荷过高的现象。但是,采用火焰喷涂的Ni包石墨(85-15)可磨耗涂层会使涡轮叶轮边缘受到损坏,局部区域出现变色现象,涡轮损害严重;采用等离子喷涂的AlSi/40wt%聚脂、AlSi/50wt%聚脂和AlSi-BN/聚脂可磨耗涂层,发生涂层材料转移现象,涂层材料被转移至涡轮叶轮边缘,并形成结疤;而采用等离子喷涂的AlSi-BN可磨耗涂层,当涂层硬度超过60HR15Y时,也会发生可磨耗涂层材料向涡轮叶轮边缘转移的现象,而当硬度低于60HR15Y时,转移现象不会发生,而且摩擦后的外环涂层表面光滑无暇疵,有利于压缩气流的流动导向,也不会影响整机的动平衡,完全能够满足压气机涡轮叶轮与外环之间的间隙控制要求。
在制备可磨耗涂层时要特别注意,在每一次喷涂零件之前,均应进行试喷,并对试片进行硬度检验,若涂层硬度满足要求,则说明涂层的可磨耗性能也能够满足,然后,才能够对零件进行喷涂。若涂层硬度不满足需要,须对喷涂工艺进行适当调整。对火焰喷涂来讲,调整硬度方法之一是在保持气体流速、喷涂距离和移枪速度不变的条件下改变粉末流速,降低粉末流速会增加涂层硬度,反之,会降低涂层硬度,逐次改变粉末流速并检验涂层硬度,直至硬度合格;方法之二是在保持粉末流速、喷涂距离和移枪速度不变时调整氧气和燃烧气体流速,同时降低氧气和燃烧气体的流速会导致涂层硬度降低,反之,会增加涂层硬度,逐次改变并检验涂层硬度,直至硬度合格。
在制备可磨耗涂层时还要注意严格控制基体温度,这对获得正确的涂层硬度非常重要,正式喷涂前应将基体预热至90-120℃,而在喷涂过程中则要控制基体温度不超过180℃,基体过热会导致涂层硬度增加。
此外,在喷涂可磨耗涂层时,最好将喷涂速率控制在每遍0.1毫米左右。
3.可磨耗涂层的加工
对于可磨耗涂层来讲,它是由金属或耐热合金包覆芯核材料形成的复合材料,由于芯核材料属松软、轻质、易碎、易刮削的非金属颗粒,如石墨、硅藻土、膨润土、六方氮化硼、ZrO2等,磨削产生的压力和热量会改变涂层的性质,因此,可磨耗涂层的加工不采用磨削方法,而推荐采用车削方法。在车削加工时,要严格控制加工参数,它与控制喷涂参数一样重要。
在车削可磨耗涂层时,一般采用较小的进刀量、较慢的旋转速度和较慢的走刀速度。例如,采用Metco 6P火焰喷枪喷涂的Metco 310NS铝包石墨可磨耗涂层,推荐采用尖的碳化钨车刀进行干式车削加工,车床线速度控制在2m/s,走刀量控制在0.06mm/pr,进刀量控制在0.25mm/次。车削时要保证不会刮出涂层中的颗粒,并且,在使用前必须对车削加工表面进行彻底清理。
材料-设备-工艺-解决方案
我们在涂层应用方向积累了大量的经验,目前我们在再现着这些成功案例。我们将引领您完成涂层制造转换过程,确保:快速生产启动;从材料、设备、工艺一应俱全的、可靠的供应解决方案;在您的现场或我们的技术中心进行涂层试验;始终如一的涂层质量和效率。现在开始与我们合作,明日收获成功!
关键词:
火焰粉末喷涂
上一条
螺旋轴耐磨喷涂碳化钨
下一条
【涂层制备】耐磨涂层